企业免费推广平台

宁波荣恒金属制品有限公司低压模具|重力浇注模具|低压铝铸件|重力浇注铝铸件
133****1179
重力浇注模具-压力铸造真空铸造:为了减少或避免压铸过程中气体随金属液高速卷入而使得铸件产生气孔和疏松,压铸前采用对铸型抽真空压铸较为普遍。根据压室和型腔内的真空度大小又可将真空压铸分为普通真空压铸和高真空压铸。普通真空压铸即采用机械泵抽空压铸模腔内的空气,建立真空后注入金属液的压铸方法该方法。该方法是在动模座和动模座之间用一个密封的真空罩连接,然后通过机械泵将整个真空罩中的气体抽出。高真空压铸的关键是能在很短的时间内获得高真空,高真空压铸的原理是压铸工作前,先从抽真空管将整个压室和型腔中的空气抽出,昆明铝合金重力铸造模具哪里有卖,这个抽真空过程速度一定要尽可能快,使得坩埚中的金属液和压室产生较大的压力差,昆明铝合金重力铸造模具哪里有卖,从而使得坩埚中的金属液体沿着升液管进入压室,昆明铝合金重力铸造模具哪里有卖,接着压射冲头开始向右进行压射。重力浇铸是一种当代加工工艺。昆明铝合金重力铸造模具哪里有卖
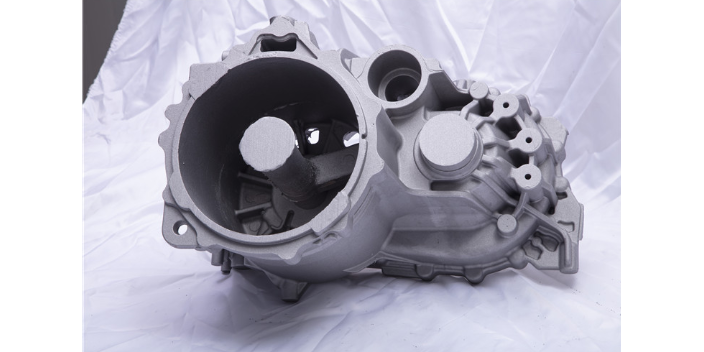
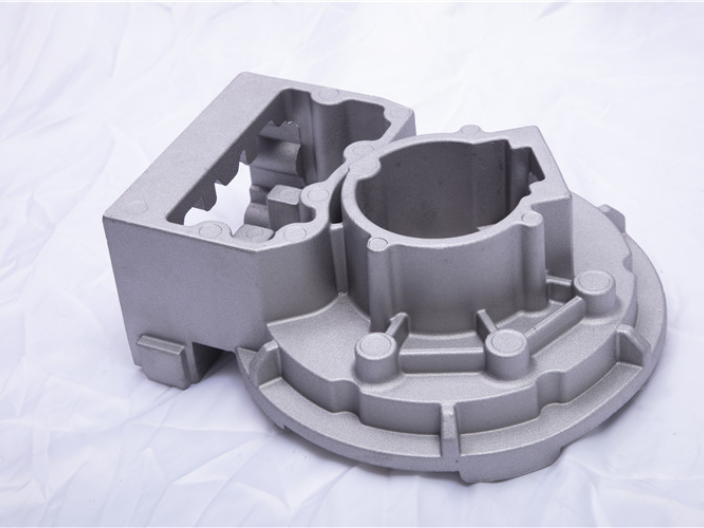
重力浇注模具为何与众不同:1、重力浇注模具铸件成型性好,有益于产生轮廊清楚、表面光洁的铸件,针对大中型厚壁铸件的成型更加有益;2、液体金属充型较为稳定。3、铸造机制具有高密度、高物理特性。4、提高了金属液的加工工艺收率,一般不使用立管,进一步提高了金属液的收率,收率一般达到90%。另外,工人的标准很好。机械设备简单,能轻松完成机械自动化及自动化技术,也是重力浇注模具的突出优点。作用力铸造是指金属液将模子引入地球重力功效的加工工艺,也称为铸造。理论作用力铸造包括型铸造、金属型铸造、熔模铸造、模铸造、泥模铸造等。狭义的作用力铸造,尤指金属型铸造。云南浇铸重力模具制造商重力浇注模具生产的铸件应用较为多。

分解重力浇铸机恰当操作流程:首先,对于重力浇注模具,生产企业必须选拔负责实际操作和管理方法设备的专职人员,在执行所有操作设备之前,必须进行多方面的检查,并且能够在没有任何难题的情况下开始操作。这样,设备在运行期间就能顺畅可靠,不会引起所有常见故障问题,还能确保每个人安装重力锻造设备,在工作时节省时间,提高工作效率。第二,工人应用重力浇注模具时,不能立即解决或立即清掉原材料。那样的话,安全操作程序就不对了。工人平时安装重力锻造设备产品时,要严格遵守生产加工的实际工作,在设备的整理维护前过程中,也要提前停止设备,以便以后执行维护和整理步骤。一般来说,在应用重力浇注模具的整个过程中,如果发现设备出现一般故障问题,应立即停止工作,找技术专家维修设备,解决实际工作。
重力浇注模具-压力铸造充填持压:充填、持压和开型时间。1)充填时间:自液态金属开始进入型腔起到充满型腔止,所需要的时间称为充填时间。充填时间长短取决于铸件的体积的大小和复杂程度。对大而简单的铸件,充填时间要相对长些,对复杂和薄壁铸件充填时间要短些。充填时间与内浇口的截面积大小或内浇口的宽度和厚度有密切关系,必须正确确定。2)持压和开型时间:从液态金属充填型腔到内浇口完全凝固时,继续在压射冲头作用下的持续时间,称为持压时间。持压时间的长短取决于铸件的材质和壁厚。持压后应开型取出铸件。从压射终了到压铸打开的时间,称为开型时间,开型时间应控制确定。开型时间过短,由于合金强度尚低,可能在铸件顶出和自压铸型落下时引起变形;但开型时间太长,则铸件温度过低,收缩大,对抽芯和顶出铸件的阻力亦大。一般开型时间按铸件壁厚1毫米需3秒钟计算,然后经试任调整。金属铸造俗称硬模铸造,是用金属材料制造铸件。
重力浇铸机的故障检测方法:1.重力浇铸机故障检测的温度损失问题。为了提高重力浇注模具的保温效果,只加厚衬里,遗憾的是效果不好。解决该浇注机故障的方法首先优化浇注机结构设计,将盖分为半固定盖和可动盖,尽量减少可动盖的面积,减少可动盖的热损失。半固定罩平时不打开也可以,因为维护时必须打开,所以可以加厚,保温效果好。其次,浇注机内衬分为2层,内层为耐火材料层,外层为绝热层,绝热层不厚,但保温效果非常好。一般采用该结构的浇注机能将温度损失控制在每分钟2以内。2.注浆机故障检测的漏点问题。重力浇注模具常常解决滴漏问题实际上非常简单,重力浇注模具的活塞杆除了活塞外,通过旋转紧固,可以大幅减少重力浇铸机的滴漏。重力浇注模具铸件成型性好,有益于产生轮廊清楚的铸件。石家庄合金铸件重力浇注模具厂家直销
重力浇注模具的设计不仅千变万化,而且其理论远比压铸模要高许多。昆明铝合金重力铸造模具哪里有卖
金属模铸造-铸件工艺性设计:铸件工艺性设计原则铸件工艺性设计应在尽量满足产品结构要求的前提下,通过调整机械加工余量、增大铸造斜度、增加工艺余量和工艺肋及工艺凸台等方法,使铸件结构更加合理,从而获得良好铸件。铸件工艺性设计原则:①为了简化金属型结构,提高铸件质量,产品中需要机械加工的小孔(螺纹孔、安装孔)一般不铸出来。②产品中局部厚大处,当不便于设置冒口补缩时,有些小孔也应铸出来,以加快厚大部位的冷却速度,避免产生缩松。③为了便于设置冒口以对整体铸件进行补缩,有些大孔也不应该铸出,同时还要调整加工余量,满足铸件顺序凝固的要求。④为了防止铸件在生产过程中变形,对一些形的铸件应增加防变形肋,待较后工序加工去掉。⑤加工过程中装卡定位性能差的铸件,可以根据需要设计定位装卡凸台,其位置应有利于铸件补缩。⑥在不影响产品性能的前提下,可以局部加大铸造斜度,避免设计活块。昆明铝合金重力铸造模具哪里有卖
宁波荣恒金属制品有限公司公司是一家专门从事低压模具,重力浇注模具,低压铝铸件,重力浇注铝铸件产品的生产和销售,是一家生产型企业,公司成立于2017-12-12,位于贤庠镇西山下。多年来为国内各行业用户提供各种产品支持。荣恒目前推出了低压模具,重力浇注模具,低压铝铸件,重力浇注铝铸件等多款产品,已经和行业内多家企业建立合作伙伴关系,目前产品已经应用于多个领域。我们坚持技术创新,把握市场关键需求,以重心技术能力,助力建筑、建材发展。荣恒为用户提供真诚、贴心的售前、售后服务,产品价格实惠。公司秉承为社会做贡献、为用户做服务的经营理念,致力向社会和用户提供满意的产品和服务。低压模具,重力浇注模具,低压铝铸件,重力浇注铝铸件产品满足客户多方面的使用要求,让客户买的放心,用的称心,产品定位以经济实用为重心,公司真诚期待与您合作,相信有了您的支持我们会以昂扬的姿态不断前进、进步。
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
宁波荣恒金属制品有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

